
Kurzfassung:
- Statische Elektrizität ist eine wesentliche, aber häufig unterschätzte Ursache für Bahnstaus, Anhaften oder unerklärliche Stillstände in der Roll-to-Roll-Fertigung.
- Elektrische Ladung baut sich auf, wenn trockene Substrate bei hohen Geschwindigkeiten über Walzen und Umlenkelemente laufen.
- Niedrige Feuchte reduziert die elektrische Leitfähigkeit, wodurch sich Ladung ansammelt und instabiles Bahnverhalten, Staubanziehung oder sogar Sicherheitsrisiken (Funkenbildung) entstehen können.
- Die wirksamste Gegenmaßnahme ist die Wiederherstellung eines stabilen Feuchteniveaus: Kontrolliertes Rückbefeuchten erhöht die Leitfähigkeit und ermöglicht den gezielten Abbau statischer Ladung.
- Der Einsatz eines antistatischen Zusatzmittels kann die Oberflächenleitfähigkeit zusätzlich verbessern und deren Wirkung über einen längeren Prozessabschnitt aufrechterhalten.
- Contiweb ermöglicht Tests in einer Demo-Anlage, um zu evaluieren, wie Fluidapplikationen spezifische Substrate unter realistischen Bedingungen der Roll-to-Roll-Fertigung verbessern.
Wenn Anlagen zum Stillstand kommen – obwohl scheinbar alles in Ordnung ist
In Hochgeschwindigkeitsumgebungen der industriellen Roll-to-Roll-Fertigung (R2R) können kleine, unsichtbare Kräfte überraschend große Auswirkungen entfalten. Materialien, die eigentlich gleichmäßig und reibungslos durch die Produktionslinie gleiten sollten, beginnen sich plötzlich unkontrolliert zu verhalten: Einzelne Bögen haften aneinander, Bahnen rollen sich unerwartet ein oder fertige Produkte zeigen ein unvorhersehbares Handlingsverhalten. Diese Symptome treten häufig scheinbar zufällig auf und kehren selbst nach temporären Korrekturmaßnahmen wieder zurück. Dadurch wird die Fehlersuche erheblich erschwert. In vielen Fällen liegt die Ursache weder in der Mechanik noch in der Materialqualität oder in den Einstellungen der Bediener. Vielmehr handelt es sich um einen weniger sichtbaren, jedoch ebenso wirkungsvollen Einflussfaktor.
Kaum eine Herausforderung in der industriellen Fertigung ist so frustrierend wie plötzliche, unerklärliche Stillstände innerhalb der Produktionslinie. Wenn Bögen oder Bahnen aneinanderhaften, sich einrollen oder sich nicht zuverlässig voneinander trennen lassen, kann dies selbst hochautomatisierte Systeme deutlich ausbremsen. In Prozessen wie Converting, Prägen, Beschichten oder Laminieren führt dieses Verhalten häufig zu Materialstaus, Zuführungsfehlern, Fehlpositionierungen oder sogar zu Beschädigungen empfindlicher Anlagenteile. In solchen Situationen versuchen Bediener meist naheliegende Gegenmaßnahmen: Walzen werden gereinigt, Bahntensionen angepasst oder Substratchargen gewechselt. Die tatsächliche Ursache bleibt dabei jedoch häufig unbeachtet – elektrostatische Aufladung.
Statische Aufladung verstehen
Obwohl die meisten Produktionsteams die Bedeutung der Rückbefeuchtung kennen (wie in unserem vorherigen Blog erläutert), sind die Mechanismen, die zum Aufbau statischer Aufladung führen, nicht immer vollständig verstanden. Dabei beeinflusst statische Aufladung nahezu jeden Prozess der Verarbeitung trockener Materialien und stellt somit in vielen Bereichen der industriellen Fertigung ein kostenintensives Problem dar.
Statische Aufladung bezeichnet ein Ungleichgewicht elektrischer Ladungen auf der Oberfläche eines Materials oder Objekts. Sie entsteht immer dann, wenn zwei – elektrisch schlecht leitfähige – Oberflächen miteinander in Kontakt kommen und sich anschließend wieder trennen. Dabei werden Elektronen übertragen, sodass eine Oberfläche positiv und die andere negativ geladen zurückbleibt. Bei hygroskopischen Materialien wie Papier, Karton, Nonwovens, Baumwolltextilien oder Folien sammelt sich dieses Ladungsungleichgewicht an der Oberfläche an. In der Folge sind beide Oberflächen elektrisch geladen, wodurch sich auf jedem Material eine statische Aufladung aufbaut. Je trockener das Material ist, desto stärker fällt dieser Effekt aus. Der Begriff „statisch“ (nicht beweglich) in der statischen Aufladung beschreibt, dass die Ladung an der Oberfläche haftet und dort verbleibt, bis sie abgeleitet werden kann. Dieser Prozess hängt von der Oberflächenbeschaffenheit und den Umgebungsbedingungen ab, wird jedoch ebenso maßgeblich von den Materialeigenschaften beeinflusst (siehe Abbildung 1). Materialien, die in der Übersicht weiter links positioniert sind, neigen dazu, Elektronen abzugeben und bauen daher eine positive statische Ladung auf. Materialien auf der rechten Seite ziehen hingegen eher Elektronen an und werden entsprechend negativ geladen.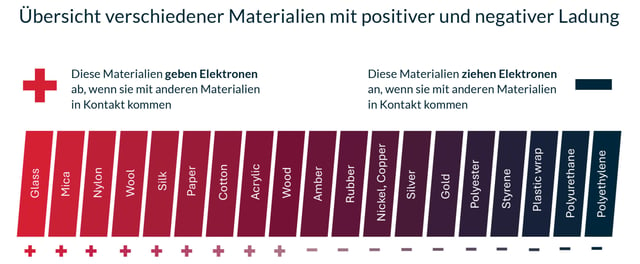
Abbildung 1: Übersicht verschiedener Materialien. Materialien auf der linken Seite neigen dazu, bei Kontakt mit anderen Materialien besonders leicht positiv aufgeladen zu werden. In Richtung der rechten Seite nimmt diese Tendenz ab; weiter rechts liegende Materialien verhalten sich zunehmend neutral und neigen schließlich dazu, leicht negativ aufgeladen zu werden.
Wiederholte mechanische Wechselwirkungen wirken als treibende Kraft hinter diesem unsichtbaren Effekt. Jede Walze sowie jeder Schneid-, Ab- oder Aufwickelprozess wird in einer Hochgeschwindigkeitsumgebung zu einem Ladungsgenerator und erhöht mit jeder Rotation oder jedem Kontaktpunkt das elektrische Potenzial. Je höher die Prozessgeschwindigkeit, desto schneller sammelt sich elektrische Ladung auf dem Produkt an. Abbildung 2 zeigt ein Bahnmaterial, das von der linken Seite in den Prozess einläuft und mit der ersten Walze in Kontakt kommt. Im Moment des Kontakts zwischen Bahn und Walze werden Elektronen zwischen den Oberflächen übertragen. Abhängig von der elektrischen Leitfähigkeit, der Oberflächenenergie und dem Feuchtegehalt des Materials gibt die Bahn Elektronen an die Walze ab. Dieses Ungleichgewicht führt zur Ausbildung einer Oberflächenladung – statische Elektrizität. Während die Bahn über weitere Walzen geführt wird, baut sich diese Ladung weiter auf, was sowohl die Prozessinstabilität als auch das Risiko von Entladungen erhöht.

Abbildung 2: Schematische Darstellung des Aufbaus elektrostatischer Aufladung durch Reibung in einem R2R-Prozess.
Unter normalen Bedingungen wirken Wassermoleküle im Substrat als winzige elektrische Leiter. Sie ermöglichen die Bewegung von Ionen und den Ausgleich von Ladungsunterschieden. Sinkt jedoch der Feuchtegehalt und/oder nehmen die mechanischen Kräfte zu, verringert sich die Oberflächenleitfähigkeit drastisch – die elektrische Ladung kann nicht mehr abgeleitet werden. Die Folge sind Anhaften, Bahnstaus, Staubanziehung und andere „mysteriöse“ Prozessunterbrechungen, mit denen nahezu jeder Bediener, Ingenieur oder Produktionsverantwortliche vertraut ist.
Aus materialwissenschaftlicher Sicht steht dieses Phänomen in direktem Zusammenhang mit der Oberflächenenergie. Eine trockene Oberfläche weist ein höheres elektrisches Potenzial auf und zieht dadurch entgegengesetzte Ladungen oder polare Materialien leichter an. Das erklärt, warum trockenes Papier an Walzen haftet, warum Nonwoven-Bahnen plötzlich zusammenkleben oder warum eine Folienbahn sich von einer Führungswalze abheben und sich regelrecht um statisch aufgeladene Bauteile wickeln kann. In extremen Fällen kann die statische Aufladung Werte von mehreren zehntausend Volt erreichen. Dies führt nicht nur zu erheblicher Prozessinstabilität, sondern stellt auch ein Sicherheitsrisiko dar. Die durch statische Aufladung entstehenden Funken können sogar Explosionen auslösen – ein bekanntes Risiko insbesondere in Prozessen wie dem Flexodruck oder bei Beschichtungsanwendungen.
Prozessverantwortung übernehmen und Kontrolle gewinnen
Die naheliegende Frage lautet: Wie lässt sich statische Aufladung verhindern? Die wirksamste Gegenmaßnahme ist im Prinzip einfach: die Wiederherstellung der Oberflächenleitfähigkeit durch Erhöhung des Feuchtegehalts des Materials. Kurz und klar gesagt: Wasser hinzufügen. Kontrollierte Rückbefeuchtung ermöglicht es Ionen, sich wieder frei zu bewegen und Ladungsunterschiede an der Oberfläche auszugleichen. Wird die Feuchte gleichmäßig wieder eingebracht, nivelliert sich das elektrische Potenzial auf natürliche Weise – die statische Aufladung verschwindet. Bei Materialien mit besonders geringer Leitfähigkeit oder schneller Trocknung, wie synthetischen Nonwovens, gestrichenen Papieren, Folien oder mehrlagigen Laminaten, reicht Wasser allein jedoch nicht immer aus. Für diese Anwendungen bietet Contiweb einen Fluid-Applikator zur Aufbringung eines antistatischen Additivs an, das die Oberflächenleitfähigkeit erhöht und deren Wirkung verlängert. Dieses Additiv wird mit oder ohne Wasserfilm der Rückbefeuchtung appliziert und bildet eine temporäre, aber stabile leitfähige Schicht. Dadurch wird der Aufbau statischer Ladung selbst bei hohen Prozessgeschwindigkeiten oder niedriger Umgebungsfeuchte zuverlässig verhindert.
Sobald die statische Aufladung neutralisiert ist, stabilisiert sich der gesamte Produktionsfluss. Bögen trennen sich sauber, Bahnen laufen ruhig und gleichmäßig, und nachgelagerte Aggregate wie Falzmaschinen, Beschichtungs- oder Laminieranlagen können kontinuierlich und ohne ungeplante Unterbrechungen betrieben werden. In Inline-Druck- und Weiterverarbeitungsprozessen sorgt eine verbesserte Kontrolle der statischen Aufladung dafür, dass Bögen oder Bahnen weder aneinanderhaften noch sich gegenseitig abstoßen. Das Ergebnis sind gleichmäßige Stapelbildung und präzisere Schneidprozesse. In Offline-Anwendungen sind die Vorteile ebenso deutlich: geringere Stillstandszeiten, höherer Durchsatz und reduzierter Verschleiß empfindlicher Komponenten wie Sensoren oder elektrostatisch sensibler Antriebe. Auch außerhalb klassischer Druckanwendungen – etwa in der Nonwoven-Verarbeitung, der Textilveredelung oder der Herstellung flexibler Verpackungen – kann statische Aufladung leichte Bahnen verformen oder luftgetragene Staubpartikel anziehen. Feuchtemanagement und Statikkontrolle gehen daher Hand in Hand und sichern sowohl die dimensionsstabile Produktqualität als auch die Prozesszuverlässigkeit – über alle Produktionsschritte hinweg, vom Abwickeln bis zum Aufwickeln.
Bei Contiweb betrachten wir statische Aufladung nicht als unvermeidliche Begleiterscheinung, sondern als gezielt beherrschbaren Prozessparameter. Unsere Fluid-Application-Systeme ermöglichen eine präzise Rückbefeuchtung mit optionaler antistatischer Verstärkung – entwickelt, um die elektrische Leitfähigkeit genau dort wiederherzustellen, wo sie für einen stabilen Prozess am entscheidendsten ist.
Fordern Sie einen Substrat-Test in unserer Demo-Flüssigkeitsauftraglinie an
Wenn Sie wissen möchten, wie sich gezielter Flüssigkeitsauftrag auf Ihr spezifisches Substrat auswirkt, laden wir Sie ein, es in unserer Demo-Fluid-Application-Line testen zu lassen. Während dieser Versuche analysiert unser (Application) Engineering-Team die Feuchtigkeitsaufnahme, die Dimensionsstabilität sowie das Verhalten des Materials in der Weiterverarbeitung, jeweils unter klar definierten und reproduzierbaren Prozessbedingungen. Die Ergebnisse liefern konkrete und praxisnahe Empfehlungen für optimale Prozesseinstellungen und geben eine verlässliche Einschätzung darüber, welche Verbesserungen in Ihrer eigenen Produktionsumgebung realistisch zu erwarten sind.
Für Testoptionen oder technische Anforderungen können Sie sich direkt an Irene Eggink (Application Engineer) wenden.


